- 返回顶部
- 1388 0843 666
- 在线咨询
- 微信二维码

7*24小时热线:1388 0843 666


提供污水处理工程整体解决方案

经理专线:
浏览次数:3226 更新时间:2018-03-20
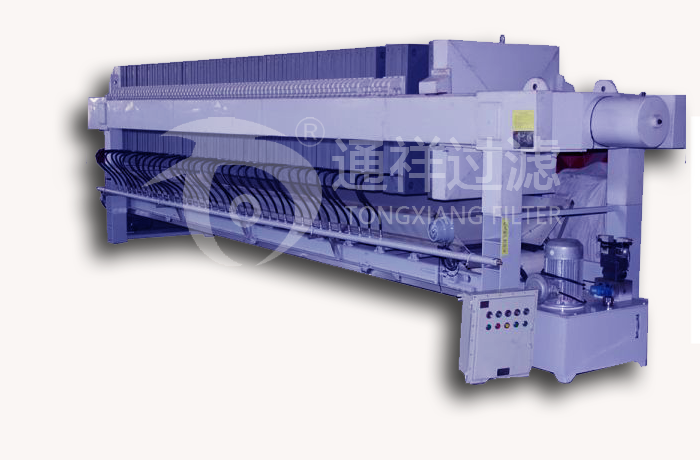
压滤机组成结构详解
1、 技术创新部分
控制和检测功能:控制部分采用了系统设计的理念,增加了自动运行的检测功能。根据压滤机的实际工作情况,控制部门共有三个工作状态,在安装调试时的手动工作状态;在自动运行时的自动工作状态;在设备检修维护时的维护工作状态;便于操作者使用。为防止出现误作用,各动作部件在自动运行时都有动作互锁功能进行保护;通过系统的自动检测自诊断,系统始终自动检测执行元件是否处于正常工作状态,如果有异常,立即在显示屏上报警。保障了整个压滤机的运行安全、可靠。
2、 通祥牌压滤机机架
机架部分 机架是整套设备的基础,它主要用于支撑过滤机构和拉板机构,由止推板、压紧板、机座、油缸体和主梁等连接组成。支撑过滤机构的主梁,其材质是Q345桥梁钢及H型钢,具有机械强度高,抗拉强度大等特点,止推板、压紧板和机座均采用Q345中板焊接而成,而油缸体采用优质27SiMn无缝钢管加工制造,活塞杆材质为45#钢,调质处理后外镀0.06硬铬,密封圈用四氟铜加工制作,机械性能良好。设备工作运行时,活塞杆推动压紧板,将位于压紧板和止推板之间的滤板、隔膜板及过滤介质压紧,以保证带有一定压力的滤浆在滤室内进行加压过滤
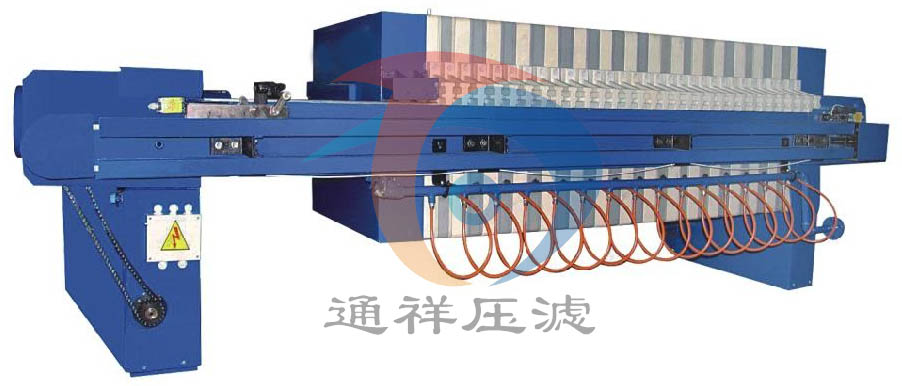
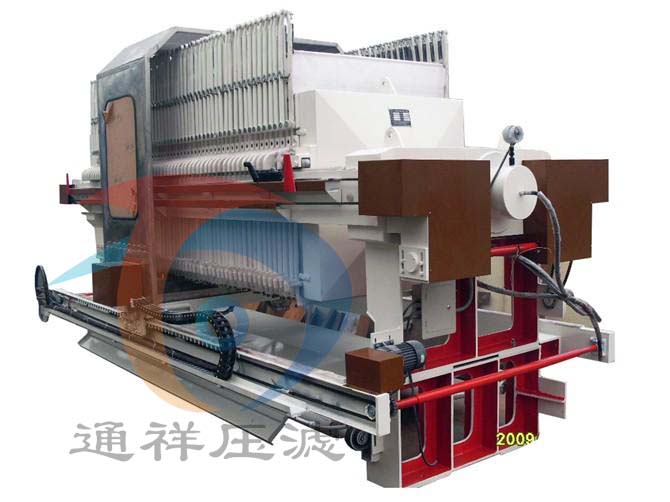
3、 自动拉板
A、 单块拉板卸料:拉板系统由变频电机、拉板小车、链轮、链条等组成,在PLC的控制下,变频电机转动,通过链条带动拉板小车完成取拉板动作。此系列压滤机的特点就是拉板过程是分组拉开的,若干块滤板用短链相连,第一组板由压紧板松开过程拉开,以后都由拉板小车分组依次拉开,运动平稳,动作可靠,卸料效率成倍提高。除程序控制外,还可手动控制,能随时控制拉板过程中的前进、停止、后退动作,以保证卸料的顺利进行。
B、 一次性拉开卸料: 此机构为一多次快速拉板系统,采用我公司最新研发的技术生产,多次快速拉板系统将压滤机滤板分为若干组,每组滤板均用铁链相连。拉板时每次拉开一组,并顺次拉开所有滤板。本拉板系统的优势在于多次拉开,卸料快,拉板高速,取板低速,自动转换。主要由一个低能耗小功率变频减速电机和拉板器、传动轴、链轮、链条、变频器和PLC等主要部件组成。过滤完毕开始卸料,压紧板松开并依次拉开第一组滤板,然后机座上的电机得电转动,通过链轮、链条带动两主梁上的拉板器移向滤板,通过拉板器的取拉板机构将第二组滤板拉开,然后是第三组,直到拉完全部滤板,然后拉板器得到复位信号回到初始位置,这样,一个卸料过程完毕。
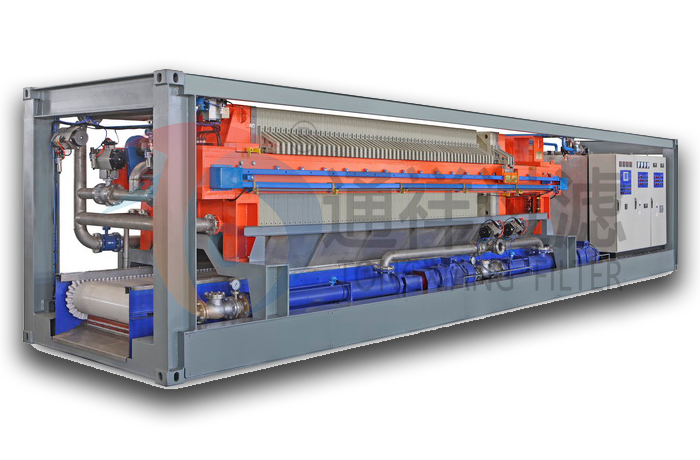
C、 过滤部分:过滤部分是由整齐排列在主梁上的滤板、隔膜板和夹在滤板之间的 过滤介质所组成的。增强聚丙烯滤板主要是选用优质聚丙烯、使用本公司独特配方压制而成,机械性能良好,化学性能稳定,具有耐压、耐热、耐腐蚀、无毒、重量轻、表面平整光滑、密封好、易洗涤等特点。过滤开始时,滤浆在进料泵的推动下,经止推板的进料口进入各滤室内,滤浆借助进料泵产生的压力进行固液分离,由于过滤介质(滤布)的作用,使固体留在滤室内形成滤饼,滤液由水嘴或出液阀排出。若滤饼需要洗涤,可由止推板上的洗涤口通入洗涤水,对滤饼进行洗涤;若需要含水率较低的滤饼,可从洗涤口通入压缩空气,透过滤饼层,吹出滤饼中的一部分水份。
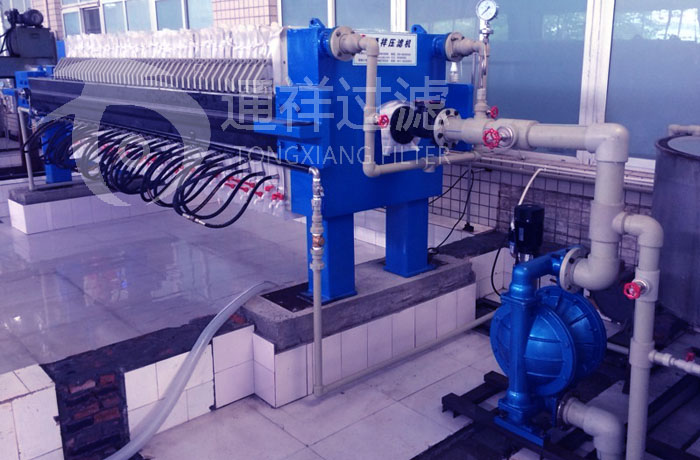
D、 液压部分:液压部分是主机的动力装置,在电气控制系统的作用下,通过油缸、油泵及液压元件来完成各种工作。可实现自动压紧、自动补压、及自动松开等功能。我公司液压系统结构设计合理、结构先进,整个装配过程都在无尘恒温车阀完成。使用寿命长,整个液压系统运行可靠,便于维修与保养。
a、 自动压紧:开始压紧时,油泵电机M及电磁换向阀YV1接通电源,电机带动油泵开始向油缸高压腔供油,在油压的作用下活塞杆前进,推动压紧板压紧滤板,当压力达到电接点压力表PY的上限(或压力继电器BP1设定值)时,电机及电磁换向阀YV1断开电源,电机自动停止运转,进入保压状态,此时系统压力由溢流阀确定。
b、 自动补压:压滤机把滤板压紧后,液控单向阀锁紧回路并保压,电磁换向阀阀芯处于中位,当油压降至电接点压力表PY下限(或压力继电器BP2设定值)时,电接点压力表PY下限触点(或压力继电器BP2)发出电信号,电机M及电磁换向阀YV1接通电源,油泵向油缸高压腔供油补压。当压力达到电接点压力表PY的上限(或压力继电器BP1设定值)时,电机及电磁换向阀YV1断开电源,电机自动停止运转,如此循环完成自动补压。
c、 自动保压:自动保压系统液压元器件及主控制阀件采用上海立新公司产品,油泵为国内名牌产品,保证压滤机运行平稳、可靠、压滤机操作方便、运行灵活、安全可靠、液压系统无掺漏现象。
d、 自动卸压及松开:当过滤完毕时,电磁球阀YV0得电开始卸压,延时15秒后电磁球阀YV0失电(25ml以下泵站无电磁球阀),电机M2、电磁换向阀YV2得电,电机带动油泵向油缸低压腔供油,活塞杆带动压紧板后退,当压紧板与限位开关SQ1相接触时,电磁换向阀YV2失电,压紧板停止运动,同时,SQ1发出信号变频电机拉板系统开始工作。
e、 液压油缸采用无缝钢管,经粗镗、精镗、滚压而成。全部精度达到IT7级。
f、 活塞杆材质为45号钢经磨削加工,并进行调质处理后外镀0.06硬烙,具有硬度高、耐磨性能好、抗腐蚀、使用寿命长等优点。
g、 为提高零部件的质量和腐蚀能力,防护件全部进行里酸洗、磷化和喷塑处理。建造了一条自动处理生产线。
h、 液压系统的调整:(1)按要求品质的液压油,经20μm的滤网孔过滤后加入油箱内至视镜上限。(2)启动油泵将油压入液压缸,此时液位应位于视镜中线位。
(3)查看压力表。表示数值应≤相应款式压滤机插页中所规定的液压工作压力的Mpa数。(4)如查证液压泵系统正常、压力表无误、压力不符合插页规定数值时,可调节压力。(5)调节溢流阀:使泄压压力大于液压工作压力约1Mpa。电接点压力表上限调整至液压工作压力值,下限为液压工作压力减去2Mpa;自动拉板型液压工作压力下限为液压工作压力减去2-4Mpa。(6)检查并调整自动型压滤机的传动部分和拉板盒的正确位置。
注意:(1)b.c.d三项可在“压滤机操作”时进行。(2)压力表示值出厂时已调好,勿轻易调节。
调节方法:(1)放松螺母;(2)握住手轮;(3)旋进调节螺杆压力值增大;(4)握住手轮,旋出调节螺杆压力值减少;(5)确认压力值达到要求后,旋紧螺母。
4、 电气控制部分
A、 整个系统的控制中心,它主要由变频器、PLC(可编程控制器)、热继电器、空气开关、断路器、中间继电器、接触器、按钮及指示灯等组成。 自动压滤机工作过程的转换是靠PLC内计时器、计数器、中间继电器和PLC外部的限位开关、压力继电器、电接点压力表、控制按扭等的转换而完成的
a、 卸压:当进料过滤过程完成后,按“程序启动(SB1)”按钮,启动压滤机开始卸料,高压卸荷阀(YV0)将油缸内的高压油卸掉,以防止压紧板松开时液压系统受冲击(25ml以下泵站无电磁球阀),卸压时间由PLC控制,当延时时间达到后,压滤机自动转入压紧板松开状态。
b、 松开:油泵电机(M2)启动,松开阀(YV2)得电,液压站往油缸前腔供油,活塞杆带动压紧板后退,滤室被打开,卸料过程开始,当压紧板接触到限位开关(SQ1)后,压滤机自动转入取、拉板状态。
c、 取、拉板:变频电机(M3)运转带动小车开始取板,在取板过程中如果变频器发出过载信号,则转入拉板过程;在拉板过程中,如果变频器发出过载信号,则转入取板过程。此为往复过程。
d、 压紧:取拉板动作完成后接触到SQ2时,泵站油泵电机(M2)运转,压紧阀(YV1)得电,液压站往油缸高压腔供油,活塞杆带动压紧板前进,从而推动滤板,执行压紧动作,当滤板与止推板相接触时,液压系统压力上升,当达到设定压力上限值时压滤机自动转入保压状态
e、 补压:由于泄漏等原因会使压力逐渐下降,当其下降到压力下限值时,压滤机油泵电机自动启动,压紧补压,使压力表恢复上限值。
B、高效压滤机电气控制部分是整个系统的控制中心,它主要由电控柜、断路器、空气开关、中间继电器、PLC、变频器、行程开关、接近开关及触摸屏等组成。本机有两种工作方式:自动和手动。在自动方式下,压滤机整个动作过程将按照设计程序,依次运行,不需人工干预。其运行过程如下所述:首先合上空气开关,打开电源,将选择开关定在自动位置,按下程序启动按钮,泵站电机开始启动,同时压紧电磁阀带电,压紧板前进,到达油缸压力上限后,压紧板自动停止;同时两个进料阀打开,接着进料泵启动,开始打压进料。进料达到一定压力后,开始保压计时,达到设定时间后,停止进料(注意保证物料浓度稳定),即进料阀关,进料泵停。接着压榨阀开,放空阀关,开始鼓膜压榨,保持一定时间后,停止压榨,即压榨阀关,放空阀开。此状态保持一定时间,将隔膜板内的气体放空。接着吹风,即吹风阀开,回流阀开,在高压气体的作用下,将中心空物料吹走,持续一定时间后,停止吹风,即吹风阀关,回流阀关。此时过滤结束开始卸料。首先活塞杆带动推板后退,此时,高压卸荷阀打开卸压,压力降到一定程度后,卸荷阀关闭,松开阀打开,活塞杆持续后退,到达松开限位后,泵站电机停止,松开阀断电。接着拉板电机带动拉板器开始进行拉板卸料动作,当将所有的滤板拉开卸料完毕后拉板器在程序的控制下回到初始位置。这样一个循环就结束了。接着可进行下一个循了。 (注意:如用户需要将气动阀门、进料泵、皮带输送机等其他外部设备与压滤机一起自动控制运行,须在订货时注明,并给出压滤机的工艺流程,以及所控制的辅助设备和它们的动作过程,以便进行编程。)
5、 滤布自动清洗装置:
该机构安装在压滤机的上半部,由水洗道轨、水洗架、水洗架驱动行走装置、进水管、拖链、水洗管、喷嘴、水洗管升降装置、减速电机等组成,在PLC控制下与拉板器配合完成滤布清洗。 不工作时,该机构停在压紧板后部,工作时,待滤饼全部卸除,移动板压紧滤板再松开后退至要求位置后,拉板器在程序控制下前移进入取板状态,取到第一组板时停止,清洗装置在水洗架驱动减速电机推动下前移至拉板空间中间位置后停止,在喷水状态下,水洗管下移、上移,完成洗布动作,此时拉板器拉动第一组板靠紧移动板,然后去取第二组板…,周而复始,直至洗完最后一块滤布为止。
6、 自动接液翻板装置:
此机构安装在滤板下方,由集液板、曲柄、连杆、驱动油缸、液压站等组成。压滤机过滤或在机清洗滤布时,集液板处于闭合集液状态,过滤漏液或滤布清洗液落在集液板上,汇入接液槽后经管道排出;过滤结束后,集液板在驱动油缸地推动下向下翻转、打开,这时,滤板下方形成无阻挡空间,压滤机进入卸饼状态,滤饼卸除完毕,集液板又在驱动油缸的作用下闭合,回到集液状态。以上动作,既可以人工手动操作控制,也可以在PLC作用下实现全自动控制。
四川通祥机械设备有限公司
联系人:高先生(总经理)
24小时热线:13880843666、18008001800
销售热线:028-6629 5555
传 真:028-8475 4766
售后热线:028-6609 7575
传 真:028-8475 4766
网址:http://www.66445555.cn
电子信箱:82390390@qq.com
业务QQ1:82390390 QQ2:435556000